简体中文
简体中文 浏览数量: 135 作者: 本站编辑 发布时间: 2025-04-03 来源: 本站
一、定义
![]() 碟(蝶)形弹簧简称碟簧,犹如一只无底的金属盘子,可以承受轴向载荷,常用金属钢带、钢板或锻坯加工而成,起到预紧、缓冲等功能。
碟(蝶)形弹簧简称碟簧,犹如一只无底的金属盘子,可以承受轴向载荷,常用金属钢带、钢板或锻坯加工而成,起到预紧、缓冲等功能。
![]()
![]()

1)在负荷作用方向上,能在很小变形时承受较大负荷,即小变形,大刚度。因此,可在安装空间较小的场景下使用。
2)具有变刚度特性,根据不同的h0/t,可得到近似直线,渐减型、渐增型、零刚度乃至负刚度的特性。
![]()

3)组合自由、方便,可以标准化生产,使用、维修、管理方便。
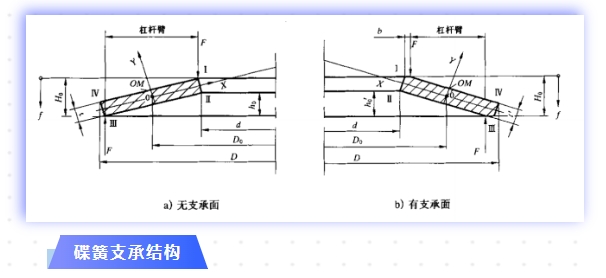
普通碟簧根据支承结构分为无支承面及有支承面两种,如图(1)所示。一般情况下,碟簧厚度≥6mm时,才会使用带支持面结构。
![]()
1)材料在GB/T1972标准(碟簧国家标准)中推荐使用60Si2MnA或50CrVA材料,也可以根据不同的服役环境,选用不锈钢、耐热钢、铜合金、钛合金、镍基高温合金或钴基高温合金等。
2)尺寸与形位的极限偏差:
GB/T1972将碟簧的尺寸、载荷精度分为一级和二级精度。尺寸包括直径(内、外径)、厚度、自由高度。
3)形位公差:碟簧国家标准中未作出明确要求,但DIN2093标准(碟簧德国标准)对同心度提出了具体要求,如D≤50为2.1T11 ;D〉50为2.1T12。
![]()
![]()
![]()
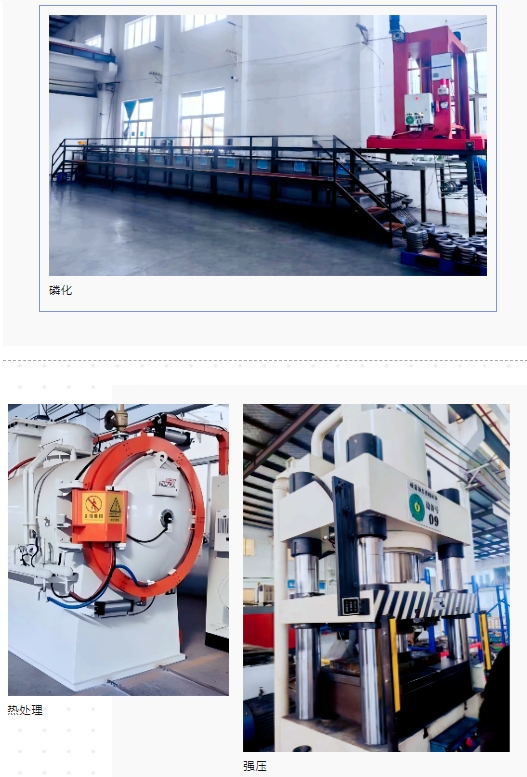
4)表面处理、热处理、强压处理都有明确要求,具体如下:
1、表面不论是氧化、磷化都不允许有对使用有害的毛刺、裂纹和伤痕缺陷。
2、需淬、回火处理的碟簧,淬火次数不得超过两次,硬度在42HRC~52HRC。
3、单边脱碳层深度对1类碟簧不应超过其厚度的5%,2、3类碟簧不应超过其厚度的3%(最大不超过0.15mm)。
5)强压处理是必须的工序。具体要求为:用≮2Ff=0.75h0的负荷压缩碟簧,持续时间≮12h,或短时压缩,压缩次数≮5次。
6)特殊表面防腐处理以及强化处理特殊技术要求(如疲劳、松弛、蠕变等)均由双方协议规定,不作为国家标准硬性规定。
第Ⅰ组 厚度t≤1.25mm
第Ⅱ组 厚度t在1.25mm~6mm
第Ⅲ组 厚度t≥6mm
第Ⅰ组生产工艺流程是:
![]()

第Ⅱ组生产工艺流程是:
![]()

第Ⅲ组生产工艺流程是:
![]()